首先,操作矯直機之前,工作人員需要先對減速箱等重要部位進行檢查,查看是否都裝滿油。在開啟電機之前,還要對液壓系統進行相應的調節,對每個潤滑點進行注油,檢查運行狀況是否良好。作業人員在進行操作的時候一定要把防護衣物穿戴好,在開機以后不可以隨意離開。再把主電機啟動的時候,鋼管會在旋轉前矯直,等到電機停了以后,矯直機的矯輥也會停止。要是需要進行反轉矯直,那么可以使用反轉的按鈕來進行操作。
另外進行操作的時候要注意管材的直度,在剛開始調整的時候要保證鋼管和矯直輥的接觸面積。對于矯直的速度來說,就要看鋼管需要的彎度和鋼管的性能。在進行鋼管矯直時,切記不可以把手伸到鋼管里去,并且應該時刻留意鋼管的質量變化。
久茂冷拔矯直機廠
專業生產各種矯直機、冷拔機、軋尖機、及其配套輔助設備
2016年6月4日
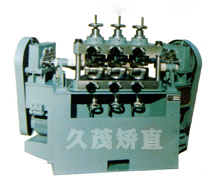
矯直機如何進行作業
Tags: 矯直機
發布:admin | 分類:矯直 | 評論:0 | 瀏覽:
2016年5月25日
矯直機在工作中有哪些不同方法
1、壓力矯直法:將條材的彎曲部位放置在矯直機兩個支點之間用壓頭對彎曲部位進行反向壓彎。當壓彎量選定合適時,壓頭抬起后條材彈復變直、完成一維彎曲的矯直任務。當條材有側彎時再將其彎曲部位移至壓頭處進行反向壓彎完成第二次的一維矯直任務。
2、平行輥矯直法:是把間斷的壓力矯直法變成輥式連續矯直法,從入口到出口交錯布置若干個互相平行的矯直輥,按遞減壓彎規律進行多次反復壓彎以達到矯直目的。這種矯直方法不僅顯著提高工作效率,而且能獲得很高的矯直質量,在板材及型材矯直中得到很廣泛的應用。
Tags: 矯直機
發布:admin | 分類:矯直 | 評論:0 | 瀏覽:
2016年5月25日
冷拔機旋轉頭保養的重要性
作為冷拔鋼管的主要加工設備,冷拔機是用于常溫下拔制黑色及有色金屬棒料材和對熱軋、擠壓之后的荒管進行二次加工,是生產小口徑,精密,薄壁,搞機械性能管材的主要加工設備。冷拔機類型: 冷拔機按照床身結構方式,大致可分為三座分離式、框架式兩種。按照傳動方式,可分為鏈式、液壓傳動式、齒條式、絲杠式等各種類型的拔機。冷拔是由拉拔機完成的,冷拔機或校直機也可。
冷拔機旋轉頭的維護保養,和電火花冷拔機水泵差不多。旋轉頭在高壓下工作,密封件需要定期更換。如果出現漏水的情況后再更換的話,可能水已經滲透到了軸承,那損失就更大了。
Tags: 冷拔機
發布:admin | 分類:冷拔 | 評論:0 | 瀏覽:
2016年5月19日
管材矯直時如何避免發生危險
我們在操作任何機械設備時,或多或少的總有安全隱患,只有注意這些危險事項,防患于未然,才能既做出優秀的產品,又降低危險的可能性。今天小編就簡單分享一下如何才能避免在矯直機矯直鋼管時可能發生的危險。
 |  |
首先,矯直機在工作狀態下要注意傳動、旋轉、電力系統之間的距離。雖然機械本身就有遮擋,但是也還是要特別注意,鋼管矯直是由滾輪組成的矯直系統。首先,鋼管進機時一定要與鋼管矯直機持一個水平面,在結束時手扶鋼管一頭,任由鋼管自己運行出來,不可進行拉拽。出口處有滾輪,所以大力拉扯會使鋼管落地彈起,從而造成傷害。
鋼管矯直機在使用時有很多的要求,怎樣避免操作時帶來的危害,是很重要的事。其實使用的時候有很多地方是需要注意的,只有經過廠家進行培訓后的操作人員才可操作,這樣才會使機械的狀態、使用效果達到******。
Tags: 矯直
發布:admin | 分類:矯直 | 評論:0 | 瀏覽:
2016年5月19日
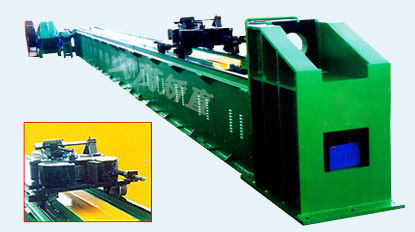
冷拔機的操作運行規定
作為冷拔鋼管的主要加工設備,冷拔機是用于常溫下拔制黑色及有色金屬棒材,對熱軋、擠壓之后的荒管進行二次加工,是生產小口徑,精密,薄壁,高機械性能管材的主要加工設備。
冷拔機在使用時與軸承架要保持水平,使主軸與滾筒軸轉動靈活。傳動皮帶輪和齒輪必須裝置防護罩,傘形齒輪前端要裝防護網,機械工作臺的后端要裝擋板。當掛上傳動鏈帶時不得戴手套。操作前,工作臺面的雜物要清理干凈,設備周圍地面和通道不能有障礙物。檢查設備各連接件應緊固,模具無裂痕,軋頭和模具的規格應配套,并檢查軸承油量和在滾筒軸孔內加注潤滑油。然后啟動主機運行,確認正常后,方可操作。
操作時,合上離合器后,工作人員應后退離機身至少半米以外,手和軋輥應保持0.3~0.5m的距離,并站在滾筒右側,禁止用手直接接觸鋼筋和滾筒。冷拔模架中應隨時加足潤滑劑。鋼筋通過冷拔模前,應抹少量潤滑脂加以潤滑。當鋼筋末端通過冷拔模后,應馬上踩腳閘分開離合器,同時用手閘擋住鋼筋末端或用工具壓住鋼筋末端,防止彈開傷人。工作臺前宜裝設“挨身停機裝置”,使操作人員向工作臺方向傾倒時,碰撞裝置立即停機,減少事故嚴重性。在機械冷拔運轉過程中,要經常注意放線架、壓轆架、滾筒三者之間運轉情況,發現異常,立即停機修理。
Tags: 冷拔機
發布:admin | 分類:冷拔 | 評論:0 | 瀏覽:
2016年5月11日
矯直機的矯直能力該如何保證
在矯直作業中,為了修正板材的邊緣浪形,就需要調節中間凸度,若要修正板材的中間浪形,就適當調節兩側的凸度。在正常作業時,由于薄板材邊緣多少有一點浪形,加上飛剪采用燕尾形剪刃,切下來的鋼板尾部通常帶有—點向上彎曲的現象。因此,在1#橫切線矯直機應保持有一定的中間凸度量。在矯直鋼板期間,若發現有上翹或下鉆的傾向存在,應及時調整矯直機的壓下;當有下彎時,調整方法應是把出側壓廠增大或減少入側壓下,可達相同的目的。當一二#線的1#或者2#矯直機不使用時,不使用的要抬起50mm,嚴禁同時咬入鋼板,同時注意入側、出側的壓下量不能超過20mm。
保證矯直機的合理使用,應該要加強對設備性能和板形質量進行跟蹤調查分析,在保證良好板形的情況下,對機器的各工作輥的電流強度及溫度情況進行檢查,同時記錄下當時的技術參數,對一系列數據進行分析,估計出矯直機的矯直能力。
Tags: 矯直
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年5月11日
冷拔機的設計要求
冷拔機作為冷拔鋼管的主要加工設備,它是用于常溫下拔制黑色及有色金屬棒料材和對熱軋、擠壓之后的荒管進行二次加工,是生產小口徑,精密,薄壁,搞機械性能管材的主要加工設備。
 |
采用冷拔工藝直接生產液壓氣動缸筒用管,技術先進可靠,具有較高的經濟價值和社會效益。冷拔機的生產將朝著高精度、重型化、自動化、綠色安全的方面發展,其中預應力框架式液壓冷拔機將是未來發展的方向。
發布:admin | 分類:冷拔 | 評論:0 | 瀏覽:
2016年5月5日
冷拔機的優勢有哪些
與其他的擴管機比起來,冷拔機的拔制度要來的高一些,這是因為他的液壓系統溫度更高。其作用線和三種軸線都是一樣的,這樣就很大程度的把產品的質量提高,并且還不會有跳動出現。冷拔機的構成非常簡單,這樣對于加工也是更加方便,同時預應力結構還把拔機的強度變大了。由于是用八根撐管和四根拉桿來組成的,所以只受到設備承重,這樣就從根本上節省了成本。冷拔機的液壓系統用的是集成塊,拉拔速度更加的快,操作也相對更簡單。
另外很多朋友可能分不太清冷拔機和冷拉管的區別,如果要解釋這兩者之間的差別,那我們只要知道冷拉和冷拔的差別就好了。冷拔是在材料的一邊施加一個力,讓材料經過模具孔在拔出來。而冷拉就是在材料的兩邊進行施力,讓材料進行變形。冷拔加工后的材料要比冷拉加工的材料來的好,以后就可以依照自己的需求來選擇冷拔機還是冷拉管了。
Tags: 冷拔機
發布:admin | 分類:冷拔 | 評論:0 | 瀏覽:
2016年5月5日
矯直機技術和振動的關系
我們在保證汽車板面中的使用標準時,很多外板都進行分卷,因此有些振動所產生的痕跡也就在這個時候產生了。一開始,我們可能覺得只有在比較大的機械設備中才會有振動痕跡出現,所以就忘了其實矯直機也會有振動痕的。那么究竟是什么原因使得矯直機出現振動痕呢?
|  |  |
簡單來說有很多的可能性,像是矯直機的矯直輥插的深度不對,設備有傾斜的情況。我們還可以按照材料的厚度和強度把矯直輥的深度變大,不管是哪個矯直輥的深度不對,都會讓矯直機出現振動痕。
在我們操作矯直機的時候還有一些地方要注意,比方說不可以在有負荷的時候對壓力進行調整,也不能在溫度低于500度的時候進行矯直,要是鋼板有傾斜也是不可以進到矯直機里的。我們還得留意面板的變化,要是矯直之后的鋼板出現了壓印,我們必須馬上停機。
Tags: 矯直機
發布:admin | 分類:矯直 | 評論:0 | 瀏覽:
2016年4月28日
操作矯直機時的幾項重要檢查
1、矯直機使用前,先檢查機器所有緊固件是否擰緊,皮帶是否張緊。
2、檢查電器是否完整。
3、矯直機主軸運轉方向必須符合防護罩上所示箭頭方向,否則將損壞機器,并可能造成人身傷害。
4、檢查矯直機粉碎室內有無金屬等硬性雜物,否則會打壞刀具,影響機器運轉。
|